
Блог

Способы изготовления фланцев
Фланцы изготавливают несколькими методами, рассмотрим основные их них: Ковка (штамповка) на подкладном кольце; Штамповка фланцев в закрытых штампах; Производство из раскатных колец (так называемая поковка); Резка из листа (газовая, лазерная, плазменная); ЦЭШЛ (центробежное электрошлаковое литье). Ковка на подкладном кольце представляет собой производство фланца путем прессовки специальной заготовки. По сути разогретая заготовка устанавливается на специальное подкладное кольцо. Далее будущая деталь прессуется, обретая нужную форму. После запрессовки (ковки) происходит вырезка отверстий (под давлением). В конце производства нередко получается деталь, изготовленная с небольшими неточностями, которые устраняются путем доработки вручную или на специальном инструменте.


Область применения фланцев в различных сферах
Область применения фланца продиктована конструктивными особенностями данной детали, а также ее предназначением. Фланец представляет собой плоский элемент, изготовленный в виде кольца (реже квадрата или прямоугольника), с отверстием внутри, предназначенным для вставки трубы. Также на фланце присутствуют отверстия для вставки болтов или шпилек. Они расположены равномерно (симметрично относительно центра детали), при этом находятся близко к внешнему диаметру фланца. Для обеспечения герметичности соединения между фланцами устанавливается эластичная прокладка.

Назначение и виды грязевиков
Грязевик – специальное устройство, предназначенное для фильтрации рабочей среды (преимущественно воды) от различных нерастворимых примесей, таких как песок, ржавчина, органика, накипь и т.д. Позволяет значительно увеличить срок службы оборудования и снизить накладные расходы на его обслуживание.


Нагрузки на болты во фланцевых соединениях
Герметизация фланцевых соединений напрямую зависит от нагрузок, прилагаемых к прокладкам, при этом сама нагрузка может регулироваться при помощи соединительных (крепежных) элементов, то есть болтов. Стоит учесть, что нагрузка на уплотняющие эластичные детали не изменяется в ходе установки, зато можно измерить и контролировать крутящий момент, прикладываемый к болту.

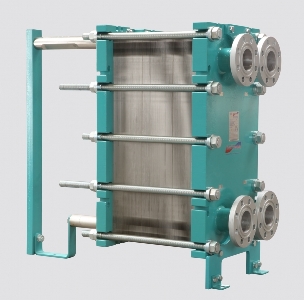
Сравнение пластинчатых теплообменников с кожухотрубчатыми
Теплообменники являются базисным оборудованием для тепловых пунктов и обеспечивают развязку по температуре, а также давлению между сетевым контуром и теплоносителем (во вторичном контуре). Характеристики теплообменников практически «диктуют» тепловой режим в отапливаемом здании и влияют на эффективность энергосбережения.

Усиление контроля за отопительным сезоном
По данным Минстроя за период 01.11.15-21.01.16 в сравнении с аналогичным промежутком времени в прошлом году, возросло количество аварий, связанных с нарушениями тепло- и водоснабжения (именно подачи горячей воды). Критическая ситуация наблюдается в трех регионах: Санкт-Петербург, Смоленск и Ижевск. Наибольшие опасения вызывает сложившаяся ситуация в Ижевске. Несмотря на то, что регион накануне отопительного сезона заявил о полной готовности к зимнему периоду (произведена полная замена ветхих сетей), количество аварийных ситуаций продолжает расти.

Теплообменники в Ростове-на-Дону
Теплообменники нужны в различных отраслях промышленности, таких как химическая, пищевая, энергетическая, область металлургии и другие. Эти приспособления передают энергию от одной среды к другой. Известно три способа, которыми можно осуществить данный процесс, используется преимущественно конвекционный. Классификация аппаратов делит их на поверхностные и смесительные.
Изготовлены сварные титановые теплообменники марки TL 150
Изготовлены на заводе производителе теплообменного оборудования Thermowave GmbH (Германия, г. Берга) сварные титановые теплообменники марки TL 150 технологического охлаждения солевых растворов фреоном. Поставлены заказчику ИП Орищенко С.Т. 07.04.2011 г. Семилуки, Воронежская обл.


Пластинчатый теплообменник в Москве
Компания "ПромЭнерго" реализует пластинчатые теплообменники паяные в Москве, которые проходят всесторонний контроль качества при изготовлении и сборке. Он включает в себя проверку комплектующих и опрессовку готового изделия, поэтому неприятности, связанные с возможными отказами оборудования, предотвращаются еще при производстве.
